Ecco un repertorio di foto dei pezzi freschi di fresatura pronti per il montaggio e la rifinitura.
Alcune foto dicono poco, le ho messe perché mi piacevano.
Ho acquistato oltre 1.5 metri di ottone: alla fine delle lavorazioni mi sono rimasti 2 cm.
E' importante segnare i pezzi con un pennarello.
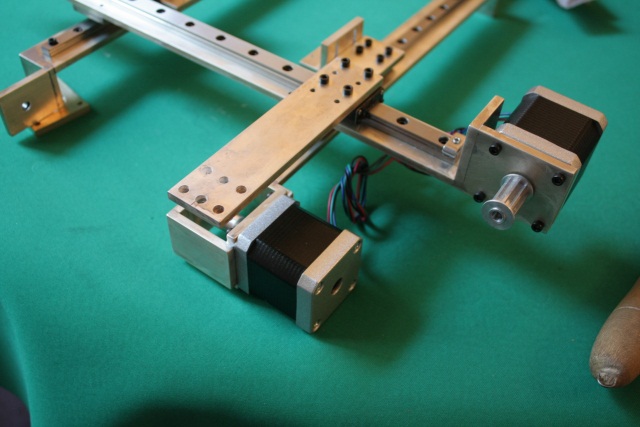
Montati in posizione.
Close up del supporto del motore NEMA 17: gli unici pezzi 40x40 sono i due supporti motore.
Tutti i fori M3 ed M2 sono filettati. Come si può vedere dalla foto sotto mi mancano i fine corsa delle guide da 9mm.
Il foro di un cuscinetto da modellismo (diametro 11 mm profondità 4 mm).
Perché mi hanno messo lo scotch sull'ottone? Forse perché li dovevo portare in motocicletta?
Notate i vari difetti di lavorazione (tipo il chattering nei G02 e G03 o i segni della fresatura di spalla)
Qui ho potuto sperimentare una filettatura cieca M3. Il pezzo ad "L" serve a bloccare la cinghia al carrello.
Ho trovato conveniente segnare i lati da cui ho preso lo "0" su pezzi omologhi (vedete il puntino?)
Il pezzo trapezoidale sarà brasato al telaio in ottone a blocco rapido che dovrà serrare il tessuto. Non avendo deciso come fare l'innesto rapido ho abbondato con fori passanti e ciechi. Deciderò in seguito.
Il chattering sul supporto motore è evidente. Il pezzo misura 40 x 40 mm. I fori sono distanti 31 mm l'uno dall'altro. Match perfetto. Vorrei avere una finitura superficiale migliore, ma non ho mai tanto tempo: comunque un colpo di spugna 3M cancella tutto senza sforzi.
L'assemblaggio di un blocca cinghia. Su ognuno ho realizzato due asole a misura per la testa delle viti M3. E' un piacere programmare il G-Code con l'editor di testo. Tutte le fresature sono state realizzate con la fresa da 3 mm.
Fidanzamento pre matrimonio.
Ricetta: